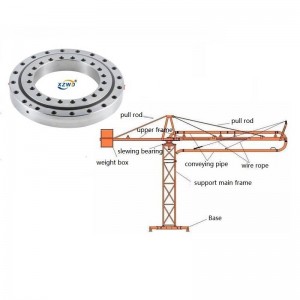
wytrzymałe łożyska gramofonu z zewnętrznym pierścieniem obrotowym przekładni




Wytrzymałość stykową i zginającą przekładni pod obciążeniem ostatecznym i zmęczeniowym obliczono i zweryfikowano odpowiednio zgodnie z normami ISO6336-1:2006, ISO6336-2:2006 i ISO6336-3:2006.Sf wynosi 1,48, a luz zazębienia koła zębatego jest dostosowany do najwyższego punktu bicia promieniowegołożysko obrotowekoło zębate.Minimalny luz między zębami wynosi zazwyczaj moduł od 0,03 do 0,04x, a po ostatecznym zamocowaniu zębnika należy ponownie sprawdzić luz zazębienia zębników na całym obwodziełożysko obrotowe.
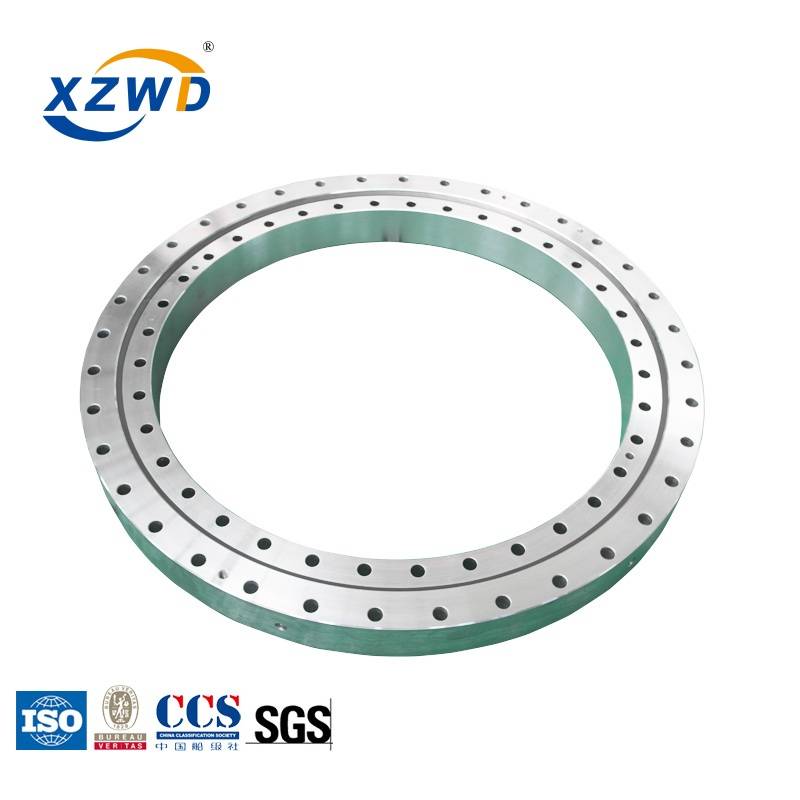
Jednorzędowy czteropunktowy pierścień obrotowy z kulką stykową Dokładność obróbki wewnętrznej kulki i dokładność obróbki bieżni wewnętrznej nie jest wysoka lub występują wady jakościowe i brak oleju smarowego w bieżni i kolizja elementu dystansowego, bezpośrednio wpływające na płynną pracę wieńca obrotowego i hałas, dlatego przy sprawdzaniu uszkodzeń wieńca obrotowego czasami wymienia się kulkę, aby zmniejszyć częstotliwość awarii.
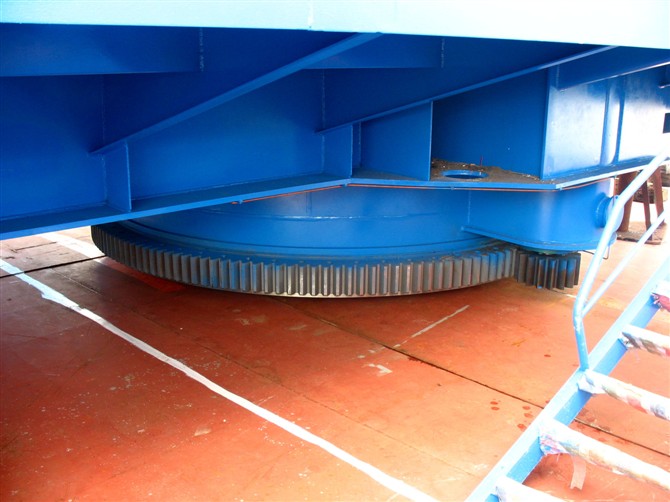
Ze względu na obciążenie przekładni po długim czasie pracy, w pobliżu linii podziałowej będzie znajdować się mały kawałek metalu lub pasek metalu, powodując wżery lub wygryzanie metalowych wiórów, powstawanie wżerów lub zębów.Powierzchnia zębów łożyska obrotowego wżera się wraz ze wzrostem czasu pracy i rozszerza się, powodując uszkodzenie zębów siatki łożyska obrotowego, hałas obrotowy żurawia wieżowego i uderzenia wzrasta, cykl uderzenia w dół cząstek metalu i przyspiesza zużycie powierzchni zęba wieńca obrotowego, tworząc błędne koło.Ponadto produkcja i montaż rozrusznika w mechanizmie wieńcowym ma swoje wady powodujące drgania udarowe, a proces sprzęgania koła napędowego z łożyskiem obrotowym jest niestabilny, co również zwiększa częstotliwość drgań i hałasu pogłosowego decybele.

Jeśli jakość spoiny nie jest zgodna ze standardem, wadę spoiny należy przerobić i ponownie zespawać.Podczas naprawy naprawa spawalnicza nie tylko wytworzy nowe naprężenia spawalnicze, a płaskość obrobionej powierzchni montażowej będzie miała również duży wpływ, jednocześnie prąd spawania generowany w łożysku obrotowym przez wewnętrzny korpus toczny i bieżnię pierścienia obrotowego również będzie spowodować pewne szkody.Ponadto błędy montażowe podczas montażu produkcyjnego, montażu gwintu sworznia na miejscu i napięcia wstępnego śruby mogą również powodować nietypowy hałas lub drgania, jeśli wymagania nie są spełnione.
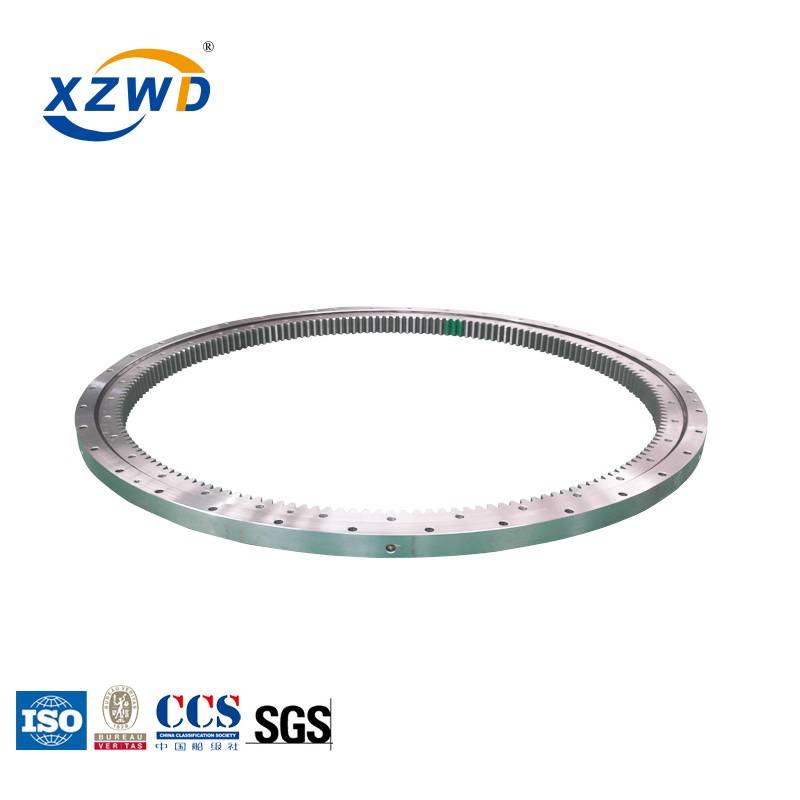
Główne formy wieńca obrotowego są typu zewnętrznego i wewnętrznego, duże i małe koła zębate słabo się zazębiają, czasem ciasne, czasem luźne, w zębie wieńca obrotowego bicie maksymalnego położenia zbyt ciasne zazębienie powoduje hałas.Dlatego proces produkcyjny ma kluczowe znaczenie.Łożysko obrotowe, które właśnie opuściło fabrykę na biegu jałowym, będzie wydawać jednolity dźwięk toczącej się stalowej kulki, co jest normalne.Tak jak w przypadku jednolitego normalnego dzwonienia, któremu towarzyszy inne nienormalnie duże dzwonienie, jest to nieprawidłowe.Powodów niepowodzeń jest wiele.
1. Nasz standard produkcyjny jest zgodny z normą maszynową JB/T2300-2011. Stwierdzono również, że posiadamy skuteczne systemy zarządzania jakością (QMS) ISO 9001:2015 i GB/T19001-2008.
2. Poświęcamy się badaniom i rozwojowi niestandardowych łożysk obrotowych z dużą precyzją, specjalnym przeznaczeniem i wymaganiami.
3. Dzięki obfitości surowców i wysokiej wydajności produkcji firma może dostarczać produkty klientom tak szybko, jak to możliwe i skracać czas oczekiwania klientów na produkty.
4. Nasza wewnętrzna kontrola jakości obejmuje pierwszą kontrolę, wzajemną kontrolę, śródprocesową kontrolę jakości i kontrolę pobierania próbek w celu zapewnienia jakości produktu.Firma posiada kompletny sprzęt testujący i zaawansowaną metodę testowania.
5. Silny zespół obsługi posprzedażnej, terminowo rozwiązuje problemy klientów, aby zapewnić klientom różnorodne usługi.